

Theo dõi nhiệt độ, độ ẩm
Theo dõi Real-time môi trường trong kho – Bảo quản đúng nhiệt độ, độ ẩm
Cảnh báo khi vượt ngưỡng
Giúp bảo vệ chất lượng hàng hóa – Xử lý kịp thời khi nhiệt độ tăng/giảm bất thường
25% |
GIẢM TÌNH TRẠNG HƯ HỎNG |
Do không giám sát được nhiệt độ, độ ẩm kho lạnh/bảo quản từ xa.

Do kích thước Silo, bể chứa lớn khó kiểm soát bằng mắt thường

Gây tốn nhân công, mất an toàn và giảm năng suất kho vận.
Khó phát hiện điều kiện kho bất thường, không cảnh báo sớm.
Theo dõi Real-time môi trường trong kho – Bảo quản đúng nhiệt độ, độ ẩm
Giúp bảo vệ chất lượng hàng hóa – Xử lý kịp thời khi nhiệt độ tăng/giảm bất thường
Quản lý sản lượng tồn và điều kiện bảo quản nguyên liệu trong silo, bể chứa (tank)
Kiểm soát số lượng và chất lượng nguyên liệu trong silo, bể chứa lớn
Robot tự hành thay thế nhân công, tối ưu quy trình vận chuyển hàng hóa.
Dựa trên đường đi của Robot – An toàn, tiết kiệm chi phí nhân công và tối ưu vận hành

“Tăng hiệu quả, giảm thất thoát, chuẩn hóa theo tiêu chuẩn ngành”

Giải pháp IoT thu thập dữ liệu từ cảm biến nhiệt độ – độ ẩm, cho phép giám sát môi trường bảo quản từ xa trên nhiều thiết bị.
Dành cho nhà máy sản xuất sử dụng silo nguyên liệu, bể chứa,… Không cần leo trèo vẫn có thể kiểm soát được số lượng, chất lượng nguyên liệu và môi trường bên trong của silo từ xa.
Tìm hiểu MMS Tư vấn ngay

Giải pháp vận chuyển hàng hoá tự động theo đường đi cài đặt sẵn, với khả năng chịu lực, an toàn và chính xác giúp tăng năng suất vận hành nhà kho.
Tích hợp điều khiển từ xa qua Web-Browser, App






Giám sát môi trường bảo quản nguyên liệu sản xuất
Kiểm soát điều kiện bảo quản thực phẩm

Giám sát mức nguyên liệu bên trong silo từ xa
Vận chuyển hàng hoá lưu kho tự động, chính xác, tối ưu vận hành

Kiểm soát điều kiện bảo quản hiệu quả






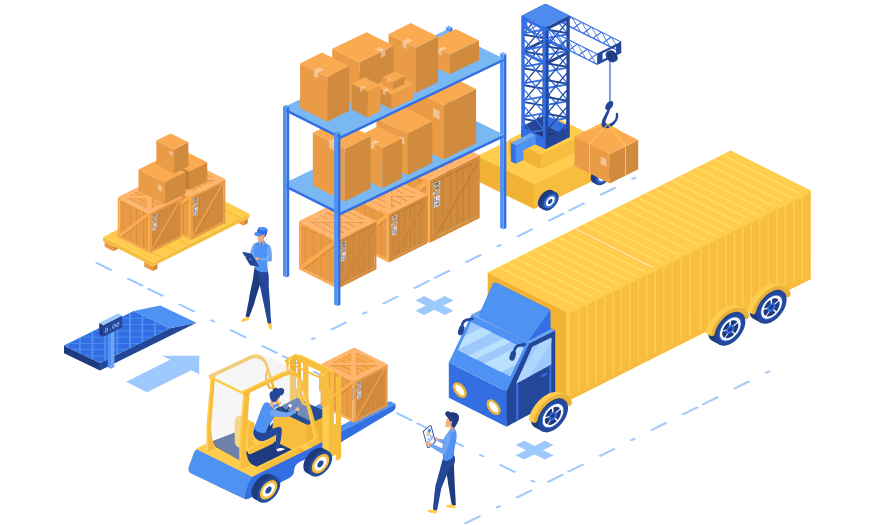
Hệ thống giám sát kho tự động (hay còn gọi Smart Warehouse) là một giải pháp quản lý nhà kho thông minh công nghệ cao, sử dụng robot, xe tự hành (AGV) để tự động hóa quy trình vận hành kho bãi từ nhận hàng, lưu trữ đến xuất hàng.
Nhà kho thông minh (Smart Warehouse) được ứng dụng nhiều công nghệ tiên tiến như tự động hóa, Internet vạn vật công nghiệp (IoT), AI, Robotics,… Mục tiêu là tối ưu toàn bộ quy trình quản lý và bảo quản hàng hóa, nguyên liệu trong kho.
Khác với kho truyền thống phụ thuộc nhiều vào nhân lực, kho thông minh vận hành dựa trên dữ liệu thời gian thực và hệ thống tự động hóa.
Có thể tham khảo thêm giải pháp: Tự động hoá sản xuất


